





Polyscope 5.6の新しいツールパス機能のご紹介
これまで多くのお客様がプロセス・アプリケーション(分注、接着、バリ取り、研磨、縫製など)を自動化するために当社の協働ロボットの利用に高い関心を示してくださり、また当社ではお客様のご要望の聴き取りも行ってきました。当社では、最初にPolyscope 5.4にリモートTCP(ツール・センター・ポイント)機能を追加し、これにより当社のロボットは固定(リモート)TCPと比較して一定速度で移動できるようになりました。今回、当社ではPolyscope 5.6の一環として、G-コード・ツールパス・サポートというより一層心躍る機能をリリースします。
すでに当社のロボットを使用したことがある人には、ロボットの動きのプログラミングにティーチ・ペンダントのウェイポイントや円形移動を使用していることは基本的に知られています。マシン・テンディング、パレタイジング、または通常のピック&プレースなど、一般的な協働ロボットのアプリケーションには、このアプローチでまったく問題ありません。ただし、ロボットに複雑な軌道追跡を求めるプロセス・アプリケーションではあまりうまく機能しません。液状ガスケットを自動車のエンジン・ブロックの上部に分注するためにロボットのプログラミングを行う必要がある場合について考えてみましょう。ロボットがエンジンの輪郭をトレースするために必要な、すべてのウェイポイントへのティーチングが終了するまでにどれくらいかかるでしょうか。数時間か、1~2日かかるかもしれません。
BWIndustrieはフランスの機械製作所で、機械加工した部品からバリを除去するバリ取り作業の最適化と自動化のためにユニバーサルロボットのUR16eを設置しています。この会社では、年間300~300,000個の部品を製造しており、プロセスの再現性を担保したいと考えていました。これらの問題を解決してバリ取り作業を最適化するために、BWIndustrieではバリ取り作業全体を処理するためにUR16eを導入しました。プログラミングはTCPリモート機能を使用して、オペレータによって遠隔操作で実施されました。
この課題に対する取り組みの1つとして、OLP(robotic offline programming、ロボティック・オフライン・プログラミング)があります。OLPでは最初に、OLPソフトウェアで仮想作業セルを作成し、次にロボットの動きをプログラミングしてシミュレーションします。最後に、直接ロボットが読み込み可能なプログラム・ファイルがソフトウェアによって出力されます。これは、一部のお客様には条件にかなったアプローチです。しかし、OLPソフトウェアを導入する予算がない場合や、その習得と使用に適任の人材がいない場合はどうでしょうか。代わりの方法はありますか。当社では市場に出回っているたくさんのソリューションを精査して、基本的なウェイポイント・プログラミングとOLPの間には大きな隔たりがあると結論づけました。この隔たりを埋めるため、当社ではG-コード・ツールパス・サポートという新機能のリリースを決定しました。
G-コードはCNC工作機械用の業界標準言語です。CNC機械のモーターに、移動先、移動速度、および移動経路を指示します。ロボットは各ジョイントがモーター駆動であるという点で、根本的にはCNC機械と似ています。G-コードの解釈方法を見つけて、ロボット・コマンドを適宜生成する必要があります。これは当社のスマート開発チームではかなり実行可能と思われていました。当社では、CAD/CAMソフトウェアで幅広くサポートされていることから、特にG-コードを選択しました。すでにCAD/CAMパッケージを使用している場合は、新たにソフトウェアを購入したり習得したりする必要はありません。DXFなどの別の形式ではパスの形状を定義できますが、通常これらにはロボットのプログラミングで使用するツールの向き、速度、および加速度などの必要な情報がすべて含まれているわけではありません。
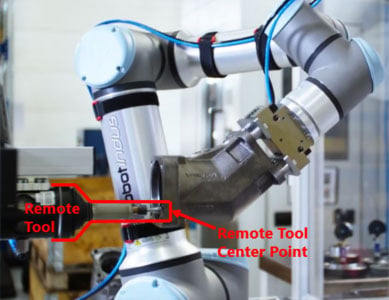 リモート・ツール・センター・ポイント(RTCP)によって、ロボットは一定速度での固定されたツールによる接触を保持した状態で、加工品を移動できます。
リモート・ツール・センター・ポイント(RTCP)によって、ロボットは一定速度での固定されたツールによる接触を保持した状態で、加工品を移動できます。
ワークフローはどのような形になるでしょうか。最初に、CAD/CAMソフトウェアで加工品のCADモデルに基づいてG-コード・ツールパスを定義します。次に、USBドライブを介してG-コード・ツールパスをPolyscopeにインポートします。その後、単にツールパスの参照フレームである部品座標系を設定してロボットにツールパスの位置を教えます。これで、プログラムでツールパスを実行するためのロボットの準備が整いました。一度ツールパスを生成すると、Polyscopeへのプログラムの作成には通常は30分もかかりません。ロボットのプログラミングにかかる時間を大幅に削減できます。
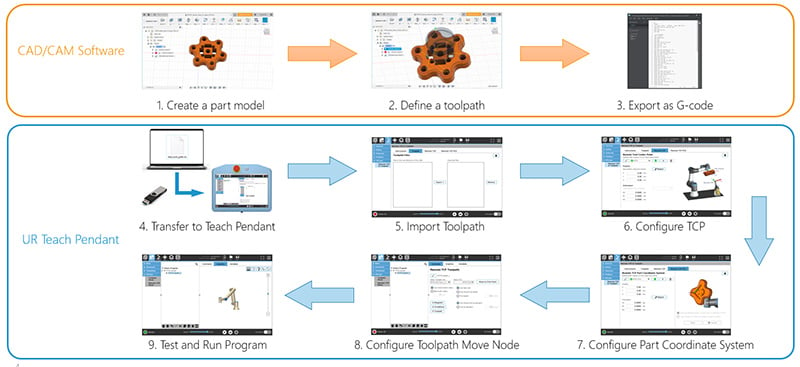
4.ティーチ・ペンダントに転送します。5. ツールパスをインポートします。 6.TCPを設定します。
9.プログラムをテストし、実行します。 8. ツールパスの移動ノードを設定します。 7.部品座標系を設定します。
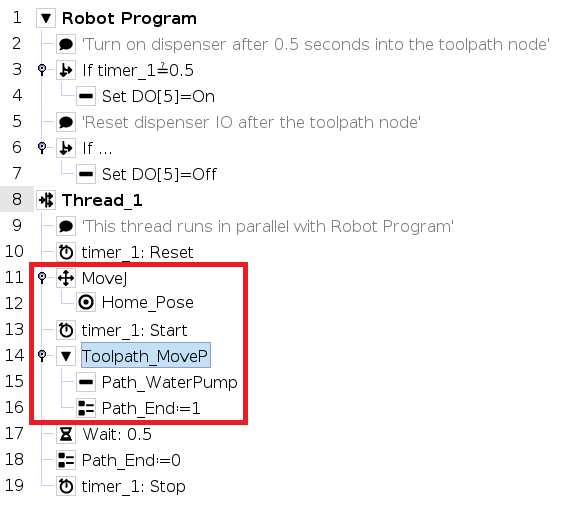
次に、Fancort UR+分注キットを使用して作成した分注デモについて説明します。
ロボットは、一定速度でこの複雑な軌道をトレースし、加工品にジェルを均一に分注することができます。Polyscopeのプログラム・ツリーは非常に簡潔でもあります。もうウェイポイントや円形移動の長いリストをプログラミングする必要はありません。
このG-コード・ツールパス機能は、リモートTCPとともに、Polyscope 5.6のリモートTCPとツールパスURCapで使用できます。ツールパスはリモートTCPまたは通常のTCPに対して実行できます。実行する前に、必ずここでロボットを登録し、このURCapを有効化してください。
リモートTCPとツールパスURCapの使い方を習得するには、当社サポート・サイト上のチュートリアル・ビデオ、技術ノート、およびサンプル・プログラムを参照してください。
Remote TCP & Toolpath URCap - Instructional Videos:
Tabletop Demo of Regular TCP Toolpath Moves:
Tabletop Demo of Remote TCP Toolpath Moves:
Remote TCP & Toolpath URCap FAQ:
